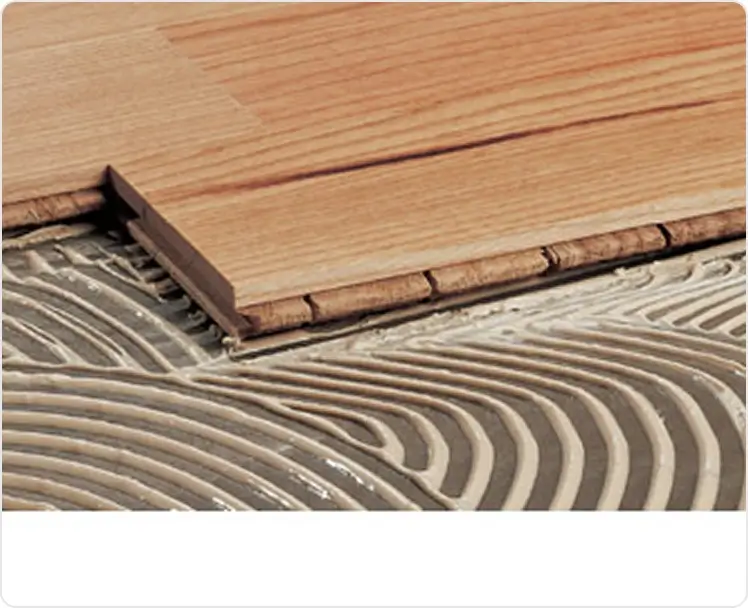
Suitable for various other woodworking applications
Serves as a primary binder in the production process of particle board
Essential adhesive in the manufacturing of plywood
Essential in the creation of MDF, bonding wood fibers to form stable medium-density boards
Interested for this productor need a questions?